



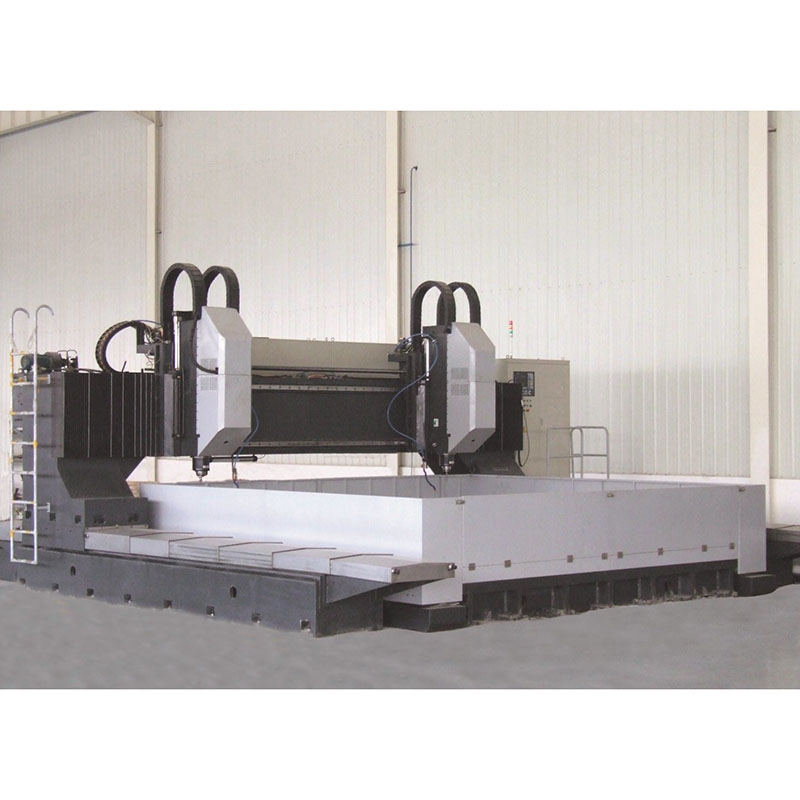



PEM серија портална мобилна CNC машина за дупчење со рамна површина




| Ставка | Име | Вредност | |||||||
| PEM3030-2 | PEM4040-2 | PPEM5050-2 | PEM6060-2 | ||||||
| МаксимумПлоча материјалГолемина | Д x Ш | 3000*3000 мм | 4000*4000мм | 5000×5000 мм | 6000×6000 мм | ||||
| Максимална дебелина на материјалот | 250 мм (Може да се прошири до 380 мм) | ||||||||
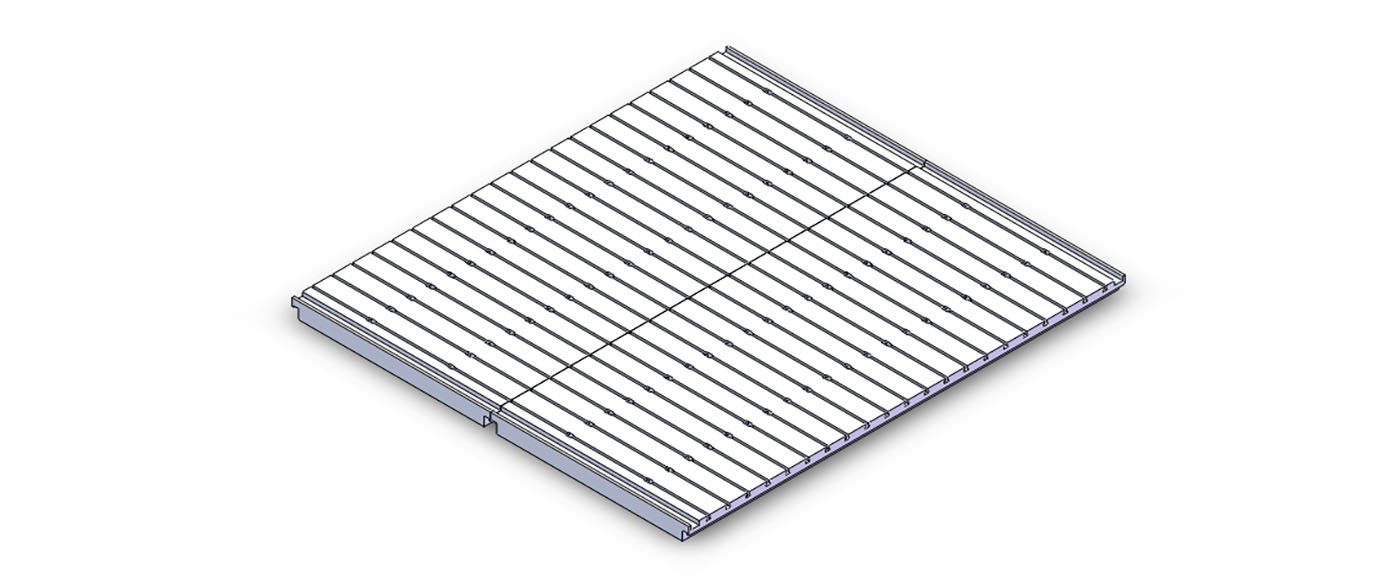
| Работна маса | Ширина на Т-слотот | 28 мм (стандардно) | |||||||
| Тежина на вчитување | 3 тони/ | ||||||||
| Вретено за дупчење | Максимален дијаметар на дупчење | Φ50 мм | |||||||
| Должина на прачката на вретеното за дупчењеиДијаметар на дупката | ≤10 | ||||||||
| Вретенова лента | БТ50 | ||||||||
| Моќност на вретеното | 2*18,5kw/22kw | ||||||||
| Растојание од долната површина на вретеното до работната маса | 280~780 мм (може да се прилагоди во зависност од дебелината на материјалот) | ||||||||
| Точност на позиционирање | X-оската,Y-оска | 0,06 мм/ полнмозочен удар | 0.10мм/ полнмозочен удар | 0.12мм/ полнмозочен удар | |||||
| Повторлива точност на позиционирање | X-оската,Y-оска | 0,035 мм/целосномозочен удар | 0,04мм/полномозочен удар | 0,05мм/целосен пат | 0,06мм/целосен пат | ||||
| Хидрауличен систем | Притисок на хидрауличната пумпа/ Брзина на проток | 15MPa /22L/мин | |||||||
| Моќност на моторот на хидрауличната пумпа | 3 kW | ||||||||
| Пневматски систем | Притисок на компримиран воздух | 0,5 МПа | |||||||
| Чипотстранување и систем за ладење | Чипотстранување тype | Плочест синџир | |||||||
| Чипотстранување Nумбра | 2 | ||||||||
| Чипбрзина на отстранување | 1 м/мин | ||||||||
| Моќност на моторот | 2×0,75kW | ||||||||
| Начин на ладење | Внатрешно ладење + Надворешно ладење | ||||||||
| Макс. Притисок | 2MPa | ||||||||
| Макс. брзина на проток | 2*50L/мин | ||||||||
| Електронски систем | CNC систем | KND2000 | |||||||
| CNC оска Nумбра | 6 | ||||||||
| Вкупна моќност | Околу 70kW | ||||||||
| Вкупна димензија | Д × Ш × В | Околу 7,8*6.7*4,1 м | Aборба 8,8*7,7*1,1 м | За90,8×70,7×4,1 м | За100,8×90,7×4,1 м | ||||
| Тежина на машината | Околу 22Тони | За30 тони | За35tони | За45tони | |||||

1. Оваа машина е главно составена од платформа и столб, греди и хоризонтална лизгачка маса, вертикална кутија за дупчење од типот овен, работна маса, транспортер на чипови, хидрауличен систем, пневматски систем, систем за ладење, централизиран систем за подмачкување, електричен систем итн.
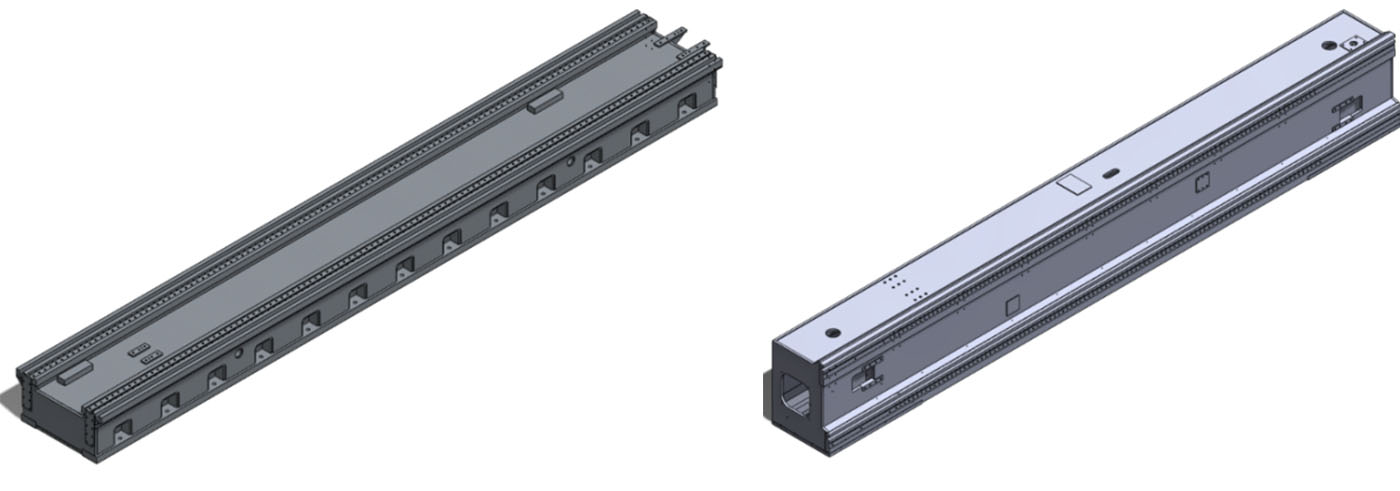
2. Седиште на лежиштето со висока цврстина, лежиштето користи завртка со висока прецизност. Екстра долгата површина за монтирање обезбедува аксијална цврстина. Лежиштето е претходно затегнато со контранавртка, а завртката за водечка е претходно затегната. Количината на истегнување се одредува според термичката деформација и издолжување на завртката за водечка завртка за да се осигури дека точноста на позиционирањето на завртката за водечка нема да се промени по зголемувањето на температурата.
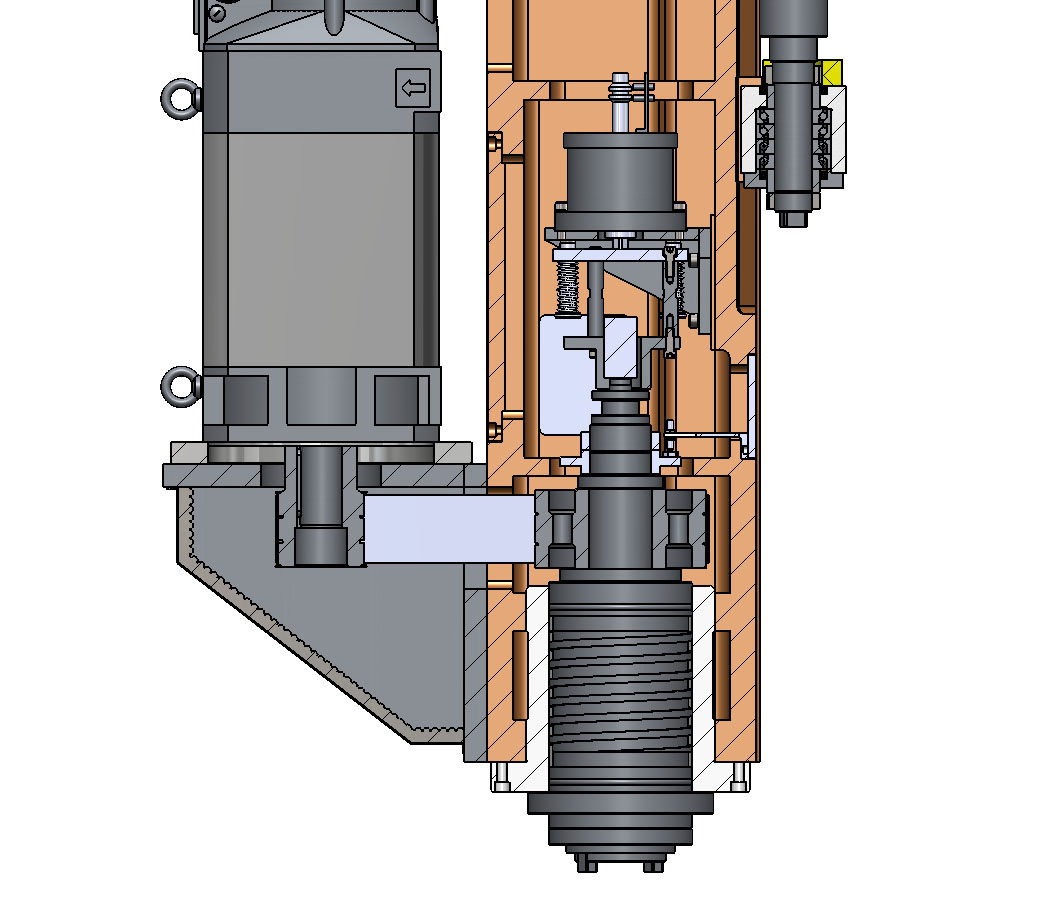
3. Вертикалното (Z-оска) движење на главата за напојување е водено од пар линеарни ролери-водичи распоредени на клипот, со добра прецизност на водилката, висока отпорност на вибрации и низок коефициент на триење. Погонот на топчестиот завртка е управуван од серво мотор преку прецизен планетарен редуктор, кој има висока сила на напојување.
4. Оваа машина користи два рамни ланци на транспортерите на струготини од двете страни на работната маса. Железните струготини и течноста за ладење се собираат во транспортерот на струготини, а железните струготини се транспортираат до транспортерот на струготини, што е многу погодно за отстранување на струготини; течноста за ладење се рециклира.

5. Оваа машина обезбедува два методи на ладење - внатрешно ладење и надворешно ладење, кои обезбедуваат доволно подмачкување и ладење на алатот и материјалот за време на сечењето струготини, што подобро го гарантира квалитетот на обработката. Кутијата за ладење е опремена со компоненти за детекција на нивото на течноста и аларм, а стандардниот притисок за ладење е 2MPa.
6. Водилките на X-оската од двете страни на машината се опремени со заштитни капаци од не'рѓосувачки челик, а водилките на Y-оската се опремени со флексибилни заштитни капаци на двата краја.
7. Оваа машина е опремена и со фотоелектричен пребарувач на рабови за да се олесни позиционирањето на кружен материјал.

| НЕ. | СТАВКА | БРЕНД | Потекло |
| 1 | Ролер линеарна водилка | ХИВИН/CSK | Кина Тајван |
| 2 | CNC систем за контрола | СИМЕНС | Германија |
| 3 | Серво мотор за напојување и серво драјвер | СИМЕНС | Германија |
| 4 | Прецизно вретено | СПИНТЕХ/КЕНТУРН | Кина Тајван |
| 5 | Хидрауличен вентил | ЈУКЕН/ЈУСТМАРК | Јапонија/ Кина Тајван |
| 6 | Пумпа за масло | ЏАСТМАРК | Кина Тајван |
| 7 | Автоматски систем за подмачкување | ХЕРГ | Јапонија |
Забелешка: Горенаведеното е наш стандарден добавувач. Подлежи на замена со компоненти со ист квалитет од друга марка доколку горенаведениот добавувач не може да ги испорача компонентите во случај на било каков посебен проблем.



Краток профил на компанијата  Информации за фабриката
Информации за фабриката  Годишен производствен капацитет
Годишен производствен капацитет  Трговска способност
Трговска способност 
