







PD16C Двојна масовна портажна мобилна CNC машина за дупчење плочи




| Ставка | Име на параметар | Вредност на параметарот |
| Плочаголемина | Плочадебелина на преклопување | Макс. 80 мм |
| Ширина * должина | 1000мм × 1650мм 1 парче | |
| 825мм × 1000мм 2 парчиња | ||
| 500мм × 825мм 3 парчиња | ||
| Дијаметар на дупчалка | Φ12мм-Φ50мм | |
| Метод со променлива брзина | Бесконечна промена на брзината на инверторот | |
| Брзина на ротација(Вртежи во минута) | 120−560 вртежи во минута | |
| Обработка на фид | Хидраулична беспрекорна регулација на брзината | |
| Плочастегање | Дебелина на стегање | 15−80 мм |
| Број на цилиндри за стегање | 12个 | |
| Сила на стегање | 7,5 илјади долари | |
| Мотор | Мотор со вретено | 5,5 kW |
| Мотор на хидраулична пумпа | 2,2 kW | |
| Мотор за транспортер на чипови | 0,4KW | |
| Мотор на пумпа за ладење | 0,25KW | |
| Серво мотор со X-оска | 1,5 KW | |
| Серво мотор со Y-оска | 1,0 kW | |
| Големина на машината | Должина*ширина*висинаt | околу 3160*3900*2780 мм |
| Вајт | Машина | околу 4000 кг |
| Систем за отстранување на чипови | околу 400 кг | |
| Мозочен удар | X-оска | 1650 мм |
| Y-оска | 1000 мм |
1. Оваа машина е главно составена од платформа, портал, транспозициска маса (двојна маса), глава за дупчење, хидрауличен систем, систем за контрола, централизиран систем за подмачкување, систем за отстранување струготини, систем за ладење, стегач за брза замена итн.
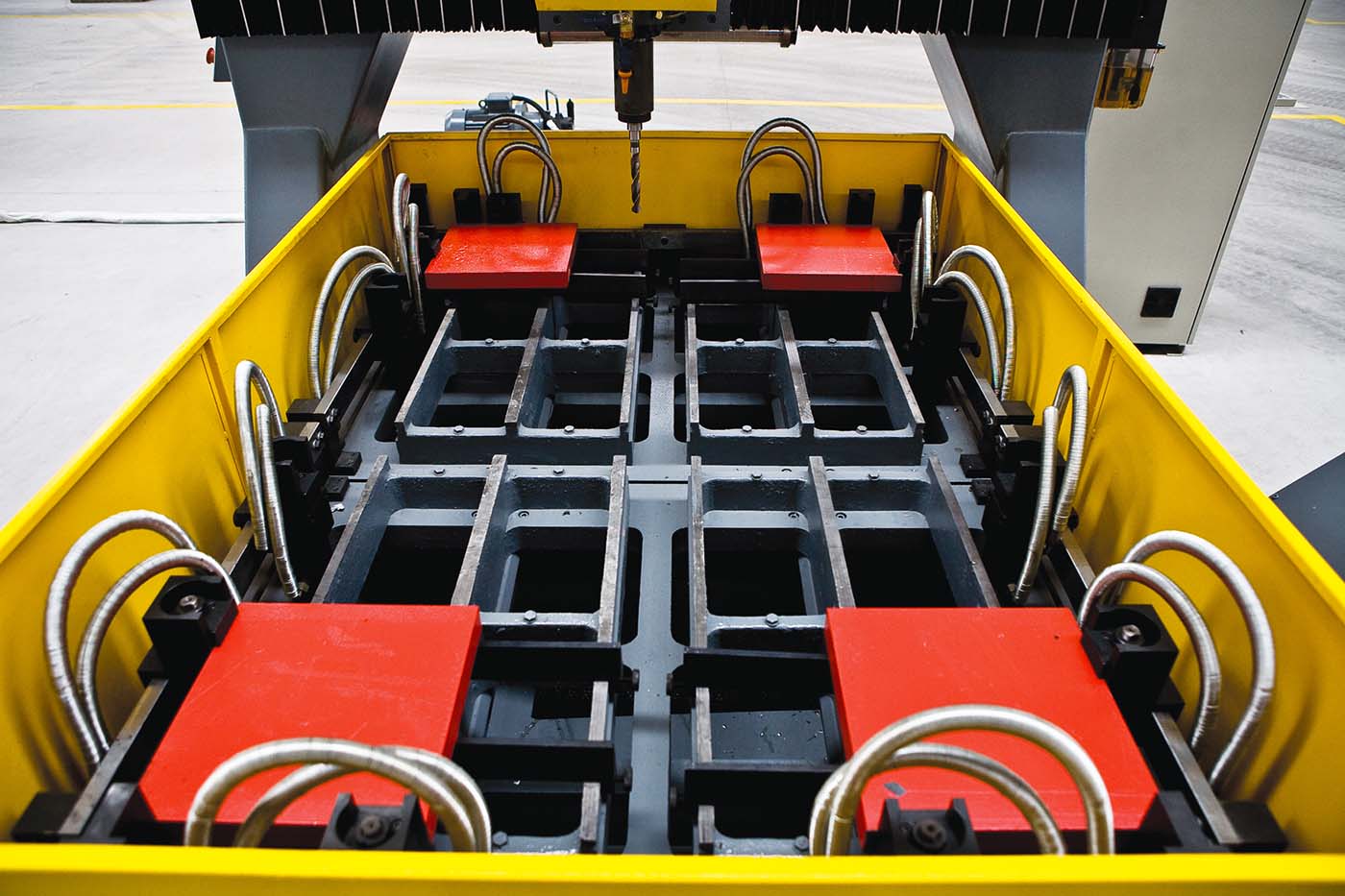
2. Оваа машина е во форма на фиксен кревет и подвижен портал. Порталот, креветот и работната маса се заварени конструкции, а по третманот со стареење, точноста е стабилна. Плочата е стегната со хидраулични стеги, а операторот се контролира со ножен прекинувач, што е практично и заштедува труд;


3. Оваа машина има 2 CNC оски: движење на порталниот отвор (x-оска); движење на главата за дупчење на порталниот греда (y-оска). Секоја CNC оска е водена од прецизен линеарен валачки водич, кој е директно управуван од AC серво мотор + топчест завртка. Флексибилно движење и прецизно позиционирање.
4. Хидрауличната глава за дупчење со автоматска контрола на ударот е патентирана технологија на нашата компанија. Нема потреба да се поставуваат никакви параметри пред употреба, а конверзијата помеѓу брзо движење напред, работа напред и брзо движење назад се реализира автоматски преку комбинирано дејство на електро-хидраулика.
5. Оваа машинска алатка користи централизиран систем за подмачкување наместо рачно работење за да се осигури дека функционалните делови се добро подмачкани, да се подобрат перформансите на машинската алатка и да се продолжи нејзиниот век на траење.
6. Контролната програма го усвојува горниот софтвер за компјутерско програмирање кој е совпаднат со програмабилниот контролер независно развиен од нашата компанија.



Краток профил на компанијата  Информации за фабриката
Информации за фабриката  Годишен производствен капацитет
Годишен производствен капацитет  Трговска способност
Трговска способност 





