




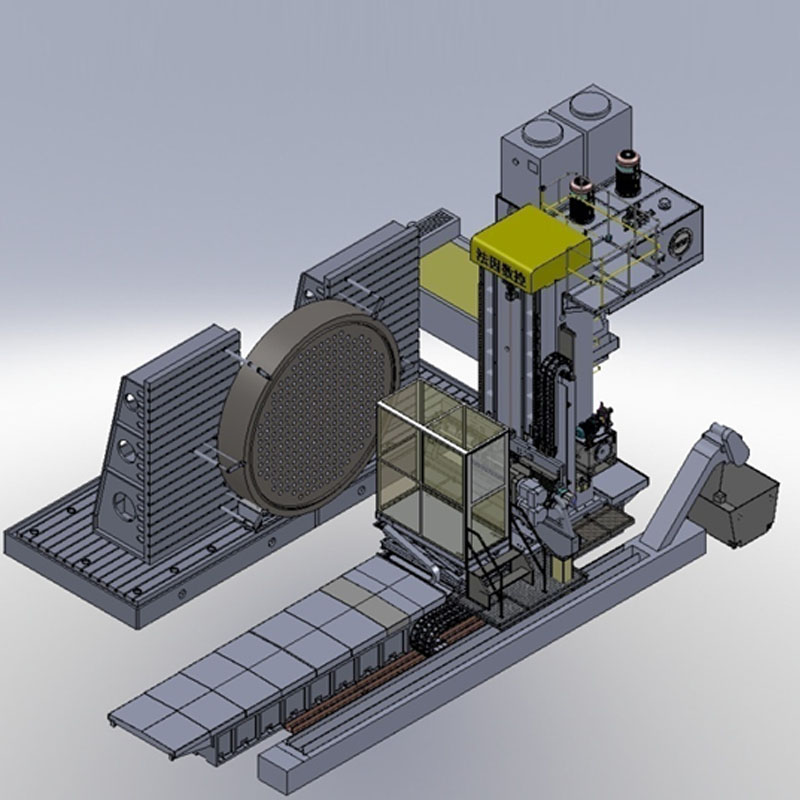

Хоризонтална CNC машина за дупчење длабоки дупки со двојно вретено




| Ставка | Име | Вредност на параметарот | |||||
| DD25N-2 | DD40E-2 | DD40N-2 | DD50N-2 | ||||
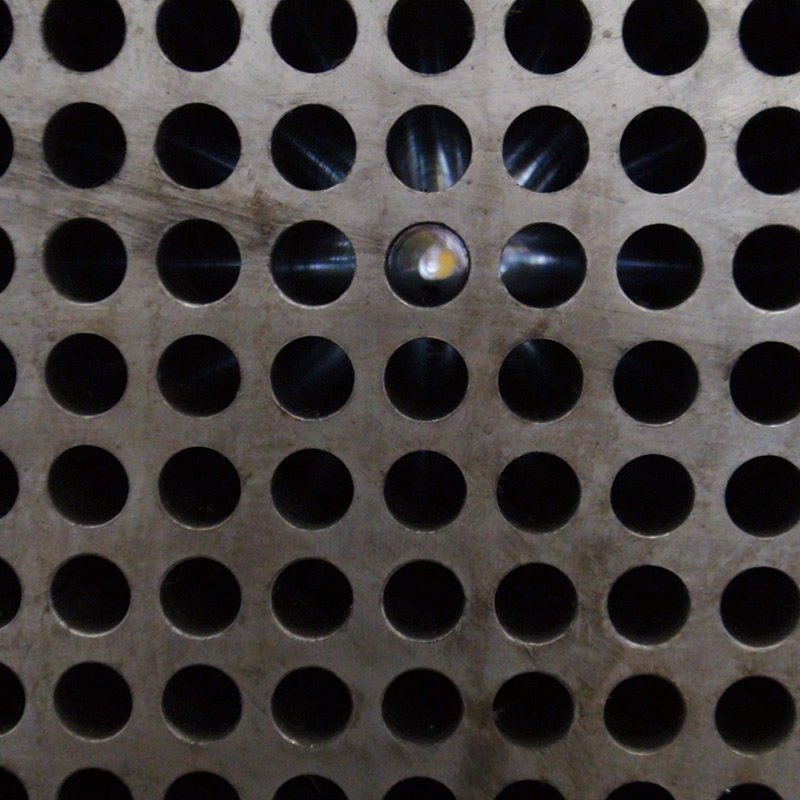
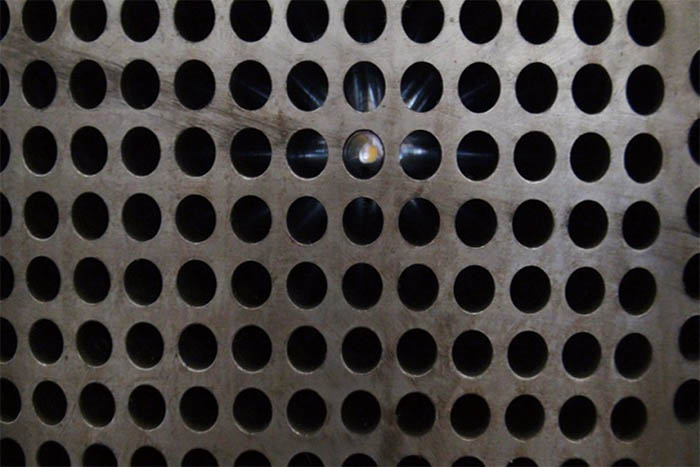
| Димензија на плочата на цевката | Максимумдупчењедијаметар | φ2500mm | Φ4000mm | φ5000mm | |||
| Дијаметар на бушотина | BTA вежба | φ16~φ32 мм | φ16~φ40 мм | ||||
| Максимална длабочина на дупчење | 750 мм | 800 мм | 750 мм | ||||
| ДупчењеВретено | Количина | 2 | |||||
| Централно растојание на вретеното (прилагодливо) | 170-220 мм | ||||||
| Вретенодијаметар на предното лежиште | φ65mm | ||||||
| Брзина на вретеното | 200~2500 вртежи во минута | ||||||
| Моќност на моторот со променлива фреквенција на вретеното | 2×15kW | 2×15Kw/20,5KW | 2×15kW | ||||
| Лонгитудинално лизгачко движење (X-оска) | Мозочен удар | 3000 мм | 4000 мм | 5000 мм | |||
| Максимална брзина на движење | 4 м/мин | ||||||
| Моќност на серво моторот | 4,5 kW | 4,4 kW | 4,5 kW | ||||
| Вертикално лизгачко движење на колоната (Y-оска) | Мозочен удар | 2500 мм | 2000 мм | 2500 мм | |||
| Максимална брзина на движење | 4 м/мин | ||||||
| Моќност на серво моторот | 4,5KW | 7,7 kW | 4,5KW | ||||
| Движење на двојно лизгач за напојување на вретеното (Z-оска) | Мозочен удар | 2500mm | 2000 мм | 900 мм | |||
| Брзина на хранење | 0~4 м/мин | ||||||
| Моќност на серво моторот | 2KW | 2,6 kW | 2,0 kW | ||||
| Хидрауличен систем | Притисок / проток на хидраулична пумпа | 2,5~5MPa,25 л/мин | |||||
| Моќност на моторот на хидрауличната пумпа | 3kW | ||||||
| Систем за ладење | Капацитет на резервоарот за ладење | 3000L | |||||
| Моќност на индустриски фрижидер | 28,7 kW | 2*22KW | 2*22KW | 2*14KW | |||
| Eелектричен систем | ЦПУсистем | ФАГОР8055 | Сименс828Д | ФАГОР8055 | ФАГОР8055 | ||
| Број наCNC оски | 5 | 3 | 5 | ||||
| Вкупна моќност на моторот | Околу 112KW | За125KW | Околу 112KW | ||||
| Димензии на машината | Должина × ширина × висина | Околу 13×8,2×6,2м | 13*8,2*6,2 | 14*7*6м | 15*8,2*6,2 м | ||
| Тежина на машината | Околу 75 тониони | За70 тони | Околу 75 тониони | Околу 75 тониони | |||
| Точност | Точност на позиционирање по X-оската | 0,04 мм/ вкупна должина | 0,06мм/ вкупна должина | 0,10мм/ вкупна должина | |||
| Точност на повторување на позиционирањето по X-оската | 0,02 мм | 0,03 мм | 0,05 мм | ||||
| Точност на позиционирање наY-оска | 0,03 мм/ вкупна должина | 0,06 мм/вкупна должина | 0,08 мм/вкупна должина | ||||
| Точност на повторување на позиционирањето по Y-оската | 0,02 мм | 0,03 мм | 0,04 мм | ||||
| Толеранција на дупкаsрастојание | At ДупчењеВлез на алатката Fас | ±0,06 мм | ±0,10 мм | ±0,10mm | |||
| At Дупчалкаалатка за извоз на лице | ±0,5 мм/750 мм | ±0,3-0,8 мм/800 мм | ±0,3-0,8 мм/800 мм | ±0,4nn750mm | |||
| Заобленост на дупката | 0,02 мм | ||||||
| Димензија на дупкататочност | IT9~IT10 | ||||||
1. Оваа машина припаѓа на хоризонтална машина за дупчење длабоки дупки. Прецизноста на леењето е стабилна, на која има надолжна лизгачка маса, која работи за носење на колоната за надолжно (X-насока) движење; колоната е опремена со вертикална лизгачка маса, која ја носи лизгачката маса за напојување на вретеното за вертикално (Y-насока) движење; лизгачката маса за напојување на вретеното го движи вретеното за движење на напојување (Z-насока).

2. X, Y и Z оските на машината се водени од линеарни ролери, кои имаат исклучително висок капацитет на лежиште и супериорни перформанси на динамички одговор, без празнини и висока точност на движење.
3. Работната маса на машината е одвоена од платформата, така што стегнатиот материјал нема да биде засегнат од вибрациите на платформата. Работната маса е изработена од леано железо со стабилна прецизност.
4. Машината има две вретена, кои можат да работат истовремено. Ефикасноста на машината е речиси двојно поголема од машината со едно вретено.
5. Машината е опремена со автоматски отстранувач на струготини од типот рамен ланец. Струкчињата од железо генерирани од алатот за дупчење се испраќаат до отстранувачот на струготини од типот ланец преку транспортерот за отстранување струготини, а отстранувањето на струготини работи автоматски.

6. Машината е опремена со автоматски систем за подмачкување, кој може редовно да ги подмачкува деловите што треба да се подмачкуваат, како што се водилката и завртката, ефикасно обезбедувајќи стабилно работење на машината и подобрување на работниот век на секој дел.
7. Во системот за нумеричка контрола на машината е усвоен систем за нумеричка контрола Simens828D/ FAGOR8055, кој е опремен со електронско рачно тркало, па затоа е погоден за работа и одржување.

| NO | Име | Бренд | Земја |
| 1 | Lвнатрешно водилка | HIWIN/PMI | Тајван (Кина) |
| 2 | ЦПУсистем | СИМЕНС | Германија |
| 3 | Планетарен редуктор на запчаници | АПЕКС | Тајван (Кина) |
| 4 | Внатрешен спој за ладење | ДЕЈБЛИН | САД |
| 5 | Пумпа за масло | ЏАСТМАРК | Тајван (Кина) |
| 6 | Хидрауличен вентил | АТОС | Италија |
| 7 | Серво мотор за напојување | Панасоник | Јапонија |
| 8 | Прекинувач, копче, индикаторско светло | Шнајдер/АББ | Франција / Германија |
| 9 | Автоматски систем за подмачкување | БИЈУР/ХЕРГ | САД / Јапонија |
Забелешка: Горенаведеното е наш стандарден добавувач. Подлежи на замена со компоненти со ист квалитет од друга марка доколку горенаведениот добавувач не може да ги испорача компонентите во случај на било каков посебен проблем.



Краток профил на компанијата  Информации за фабриката
Информации за фабриката  Годишен производствен капацитет
Годишен производствен капацитет  Трговска способност
Трговска способност 